
 MODELSHIPWAYの1/64のBlueNoseです
MODELSHIPWAYの1/64のBlueNoseです
今回は、トップマストの製作です。
前回#15(1月27日)の続報です。
米川会員製作
The production (production 3 of the mast) of the topmast
トップマストにはリギング用のプーリーが嵌め込んであるので
 その部分の製作。1ミリのエンドミルで長穴を貫通させる。
その部分の製作。1ミリのエンドミルで長穴を貫通させる。
A pulley is done the internal organs of in a topmast.The production of the part.
I penetrate a long hole with an end mill of 1 mm.
 0.5ミリのドリルでプーリー中心の穴を貫通
0.5ミリのドリルでプーリー中心の穴を貫通
I penetrate a pulley-centered hole with a drill of 0.5 mm .
 プーリーの製作。木工旋盤に丸材を把握し先の尖った彫刻刀でプーリーの溝を
プーリーの製作。木工旋盤に丸材を把握し先の尖った彫刻刀でプーリーの溝を
彫り込み
The production of the pulley.
I set a log to a woodwork lathe.
I carve the ditch of the pulley with a former sharp chisel and am crowded.
 ゆっくり回転させながらノコを当てると綺麗に切断
ゆっくり回転させながらノコを当てると綺麗に切断
I can cut it off neatly when I win a saw while turning it slowly.
0.5mm のドリルでプーリーの中心穴を貫通
のドリルでプーリーの中心穴を貫通
I let you penetrate the central bore of the pulley with 0.5mm drill.
 0.5ミリの真鍮線を挿入し組立、一応それらしくなった
0.5ミリの真鍮線を挿入し組立、一応それらしくなった
I am I insert brass line of 0.5mm, and have good assembling.
ト ップマストの先端近くに金属のバンドを取り付けるらしい
ップマストの先端近くに金属のバンドを取り付けるらしい
こういう小さい部品のロー付けは私のような初心者には非常に難しい
I install a metal band in the tip neighborhood of the topmast.
The Silver-Soldering account of a small part is very difficult for a beginner
 真鍮の1.2ミリの平板と真鍮線で部品の製作
真鍮の1.2ミリの平板と真鍮線で部品の製作
It is produced the part in a flat board and a brass line of 1.2 mm of the brass
 耐火レンガの上に平板と真鍮線の部品を置き、ロー付け中に動かぬようレンガの破片で押さえる
耐火レンガの上に平板と真鍮線の部品を置き、ロー付け中に動かぬようレンガの破片で押さえる
バーナーの火は周りから熱してゆき、決して直接部品に当てないこと
こういう小さい部品は加熱しすぎると一瞬に溶 けてしまう
けてしまう
I put a flat board and a part of the brass line on a firebrick.
I control a part by the piece of the brick not to move duringSilver-Soldering account work.
The fire of the burner heats it from the circumference.
Never expose a direct part to flame.
When the small part heats too much, I melt in an instant.
 なんとか、くっついた
なんとか、くっついた
I was able to join it somehow.
 それを丸めて更にロー付け、先につけた真鍮線の部品が再度銀ローが溶けてはずれないことを祈りながら
それを丸めて更にロー付け、先につけた真鍮線の部品が再度銀ローが溶けてはずれないことを祈りながら
I round it, and theSilver-Soldering is more dated it.
 I pray for I can dissolve a part of the brass line which I soaked earlier, and not coming.
I pray for I can dissolve a part of the brass line which I soaked earlier, and not coming.
I join it in a circle
I went well.
Some edges of the flat board melted.
 丸くくっついた、上手く行ったが平板の端が少し溶けたか?
丸くくっついた、上手く行ったが平板の端が少し溶けたか?
まあ、修正出来る範囲
Oh, the range that I can revise.
Be dyed and do black and fit it in a mast.

 黒染めしてマストにはめ込む、なんとか図面の様になった
黒染めしてマストにはめ込む、なんとか図面の様になった
It seems to have become a drawing somehow.

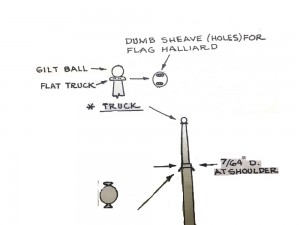 次は最先端のフラッグを留める飾りの製作
次は最先端のフラッグを留める飾りの製作
こんな小さい部分に長穴を加工せよというのか?
Is the production of the decoration that the next leaves the highest flag what process a long hole into such a small part?
 取りあえず、木工旋盤で形作り
取りあえず、木工旋盤で形作り
I make form with a woodwork lathe first of all.
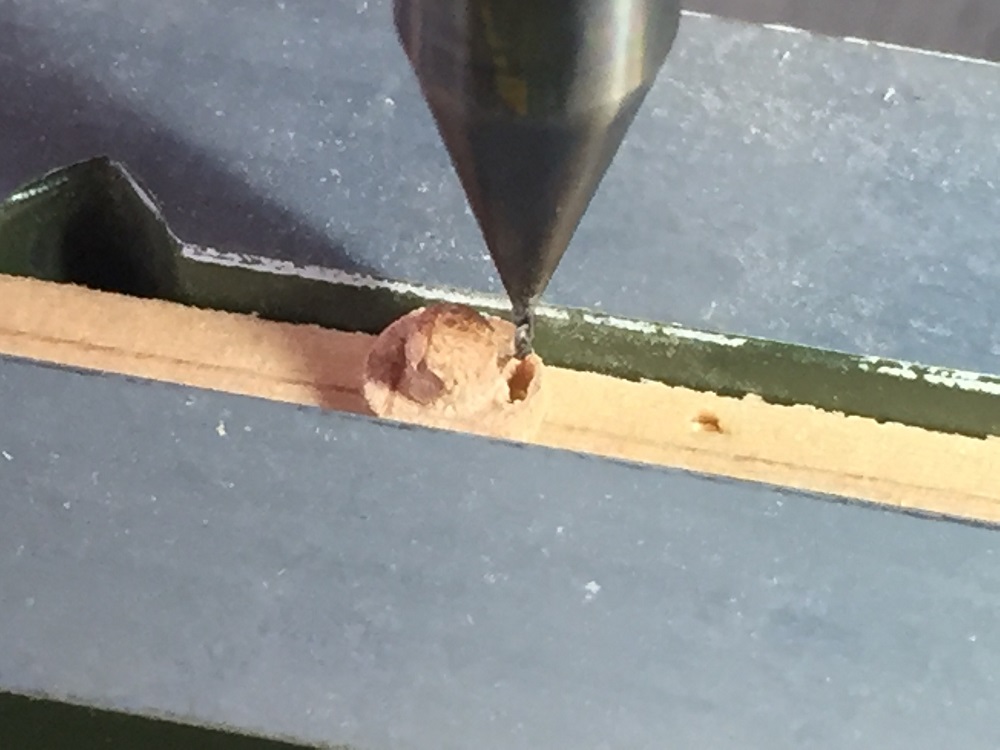 0.5ミリのエンドミルで長穴加工を試みる
0.5ミリのエンドミルで長穴加工を試みる
I try long hole processing with an end mill of 0.5mm.
 もう少しのところで穴が破れる、やはり無理なようで諦める
もう少しのところで穴が破れる、やはり無理なようで諦める
A loss is almost destroyed; after all it seems to be impossible, and give it up

 0.5ミリのドリルで穴を明け、それでごまかすことにする。
0.5ミリのドリルで穴を明け、それでごまかすことにする。
I decide to pocket a hole in end, it with a drill of 0.5 mm.

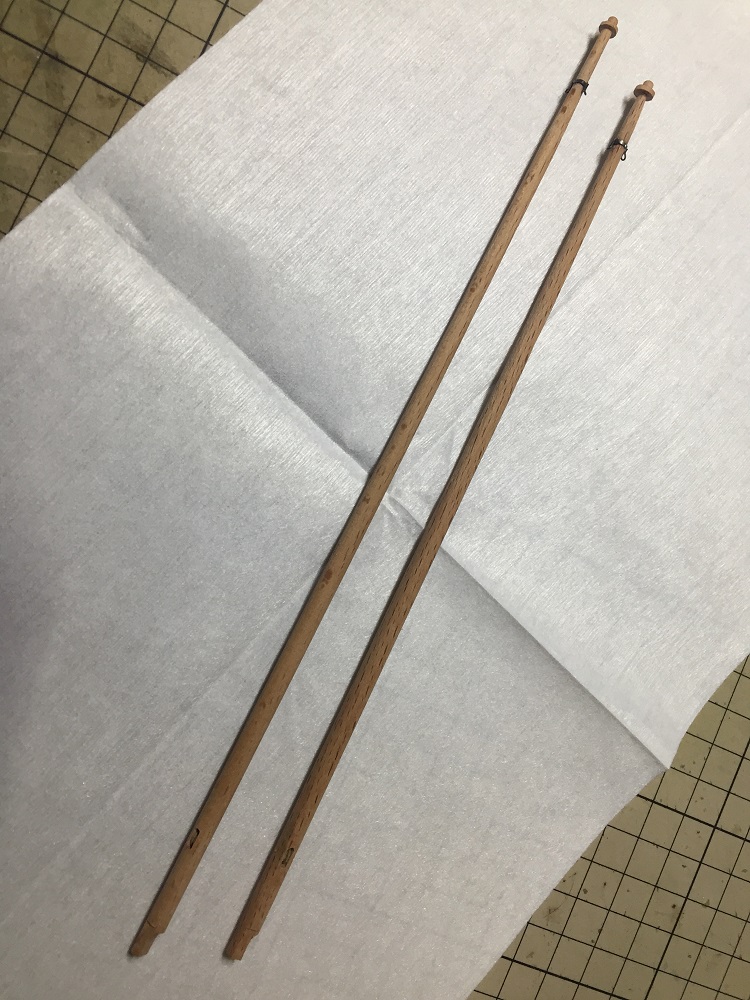 フォアマストとメインマストのトップマストが出来た
フォアマストとメインマストのトップマストが出来た
The topmast of a foremast and the mine mast was made.
#16
Die Produktion (Produktion 3 des Mastes) des Toppmastes
Eine Rolle wird die internen Organe von in einem Toppmast gemacht. Die Produktion des Teiles. Ich dringe ein langes Loch mit einer Endmühle von 1 Millimetern durch und verarbeite es. Ich dringe mit einer ohrmaschine von 0.5 mm ein Rolle-zentriertes Loch durch und verarbeite es. Die Produktion der Rolle. Ich setzte mir einen Baumstamm zu einer Holzwerkdrehbank. Ich schnitze den Graben von der Rolle mit einem ehemaligen scharfen Meißel und werde gedrängt. Ich kann es ordentlich abschneiden, wenn ich eine Säge gewinne, während ich es langsam dreht. Ich ließ Sie den zentralen Langweiler von der Rolle mit 0.5mm Bohrmaschine durchdringen. Ich bin, ich lege Messinglinie von 0.5 mm ein, und hat Gutes, das sich versammelt. Ich installiere eine Metallband in der Spitzennachbarschaft des Toppmastes. Das Silber-lötende Konto eines kleinen Teiles ist für einen Anfänger sehr schwierig. Es wird die Rolle in einem flachen Ausschuß und einer Messingart von 1.2mm vom Messing produziert. Ich setzte auf einen firebrick einen flachen Ausschuß und einen Teil der Messinglinie. Ich kontrolliere durch das Stück des Backsteines einen Teil, um keine duringSilver-lötende Kontoarbeit zu bewegen. Das Feuer des Brenners heizt es vom Umfang. Setzen Sie Flamme nie einen direkten Teil aus. Wenn sich der kleine Teil zu viel erwärmt, schmelze ich in einem Augenblick. Ich war fähig, es irgendwie zu verbinden. Ich runde es, und das TheSilver-löten wird es mehr datiert. Ich bete, damit ich einen Teil von der Messinglinie auflösen kann, den ich früher durchnäßte, und das nicht Kommen. Ich verbinde es in einem Kreis. Ich ging gut. Einiges schiebt sich vom flachen Ausschuß, der zerschmolzen wird. Ach, die Auswahl, die ich revidieren kann. Wird gefärbt und macht Schwarzen und fügt es in einen Mast ein. Es scheint eine Zeichnung irgendwie geworden zu sein Ist die Produktion der Dekoration der die nächsten Blätter die höchste Fahne welcher Prozeß ein langes Loch in so einen kleinen Teil? Ich mache zuerst Form mit einer Holzwerkdrehbank aus allem Ich versuche lange Lochverarbeitung mit einer Endmühle von 0.5mm Ein Verlust wird fast zerstört; es scheint doch unmöglich zu sein, und gibt es auf Ich beschließe, ein Loch in Ende, es mit einer Bohrmaschine von 0.5 mm, einzustecken. Der Toppmast eines Vorhand Mastes und der Bergwerkmast wurden gemacht